Manufacturing of tablets
| Home | | Pharmaceutical Drugs and Dosage | | Pharmaceutical Industrial Management |Chapter: Pharmaceutical Drugs and Dosage: Tablets
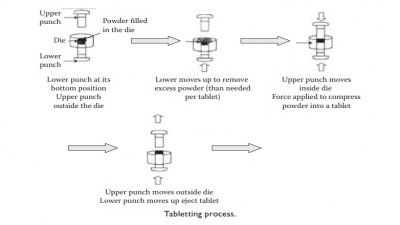
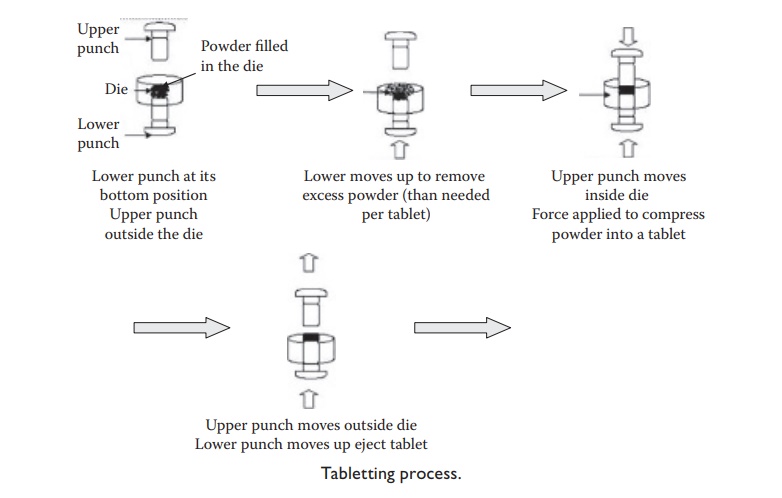
Tableting involves compression of a powder blend in a die cavity between the upper and the lower punches.
Manufacturing of
tablets
Requirements for tableting
As
shown in Figure 20.2, tableting involves
compression of a powder blend in a die cavity between the upper and the lower
punches. Several punches and dies are arranged on three rotary turrets on a
high-speed rotary tablet press that move concurrently in a circular motion as
the tablets are made. As the turret moves, the powder is fed into the dies at
one port through a
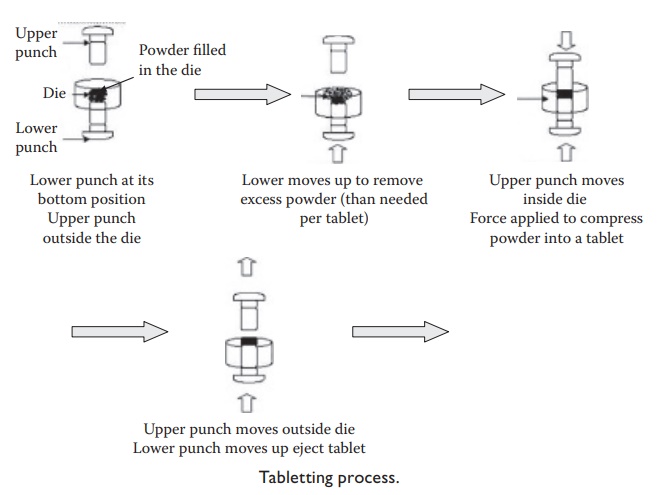
Figure 20.2 Tabletting process.
·
Uniform flow of blend into the die cavity through a hopper
and feedframe.
·
Nonsegregation of powder blends in the hopper and during
loading in the die cavity.
·
Compactibility (ability to reduce in volume and compress on
applica-tion of force by the punches) of the powder in the die cavity during
compression.
·
Nonsticking of the powder blend to walls of dies and
surfaces of punches.
·
Adequate cohesion of the powder blend to form a strong
tablet.
Powder flow and compressibility
Powder
flow is required for transporting the materials through the hopper of a
tableting machine and roller compactor (for dry granulation or roller
compaction-based processes). Inadequate powder flow can lead to variable die
filling, which produces tablets that vary in weight, drug content, and strength
(hardness). Therefore, steps must be taken to ensure that the proper powder
flow is maintained. Incorporation of a glidant and/or a lubricant into the
formulation enhances the powder flow. Increasing the sphericity of particles
also improves the flow. Processes such as spray drying, fluid-bed granulation
or extrusion spheronization increase the sphericity of granules. In addition,
increasing the density of granules, such as by granulation, also improves the
powder flow. The most popular method of increasing the flow properties of
powder is by granulation. As discussed earlier, granulation could be either dry
granulation, which does not use a granulating fluid, or wet granulation, which
involves wetting with a fluid followed by drying.
Compressibility
is the property of forming a stable, intact compact mass when pressure is
applied. Some materials compress better than others do. Compressibility is an
outcome of the extent of plastic deformation that a material can undergo
combined with cohesive forces among the powder blend that will keep the
material in the compressed state. Most materi-als exhibit different degrees of
elastic recovery, that is, expansion toward original higher volume on removal
of stress. Low elastic recoveries coupled with high plastic deformability and
high interparticle adhesion promote the formation of strong compacts at low
compression forces.
Granulation
generally improves compressibility. Materials that do not compress well produce
soft tablets.
Types of manufacturing processes
Based
on the characteristics of the starting materials that influence the properties
of the powder blend, three general processes are used for prepar-ing
granulation blends for compression:
·
Direct compression
·
Dry granulation or
roller compaction
·
Wet granulation
The
purpose of both wet and dry granulation is to improve the flow of the mixture
and to enhance its compression properties by increasing particle size, density,
and sphericity. The selection among these processes is based on the
physicomechanical properties of the API and the raw material blend (API with
excipients). For example, stability of the API to other ingredients used for
preparing granulation blends and processing conditions (e.g., use of water
during wet granulation) is critical. For example, dry granulation may be preferred
for moisture and/or heat sensitive APIs.
1. Direct
compression:
Direct compression is the preferred method if powder blend has adequate flow, compactibility, and cohesion with
low segregation potential. This is the simplest process that involves the least
extent of material handling. Direct compression involves simply mixing the
required ingredients and compressing them into tablets on the press.
2. Dry granulation: Dry granulation is
preferred in circumstances where
powder flow, cohesion, and/or segregation potential need to be improved, but
compactibility is adequate. This process involves com-pacting a powder blend.
It can be carried out by either of two processes: (a) slugging, which involves
compression using large punches and dies in a tablet press; or (b) roller
compaction, which involves forcing the powder blend between two counterrotating
rolls that are pressed together under hydraulic pressure. This squeezes the
powder blend into a solid cake between rollers. As shown in Figure 20.3, the compacted material is milled to form
granules, which are generally larger in par-ticle size than starting powder
blend. These granules are then mixed with extragranular excipients and
compressed on the tablet press.
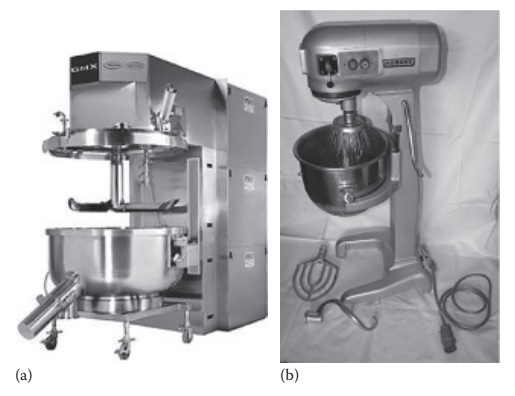
Figure 20.3 (a) A high shear granulator. (From Vector Corporation, http://www. vectorcorporation.com.) and (b) a low shear granulator. (From Hobart Corporation, http://www.hobartcorp.com. With Permission.)
3. Wet granulation: Wet granulation is preferred when compactibility of the powder is not very high and there is a need to improve the flow, cohesion, and/or segregation potential of the powder blend. The powder blend is loaded in a granulator (vessel with a rotating blade to mix the powder, Figure 20.4) and granulated with a solu-tion of the binder or water (if a dry binder is added to the powder mixture). Water is the most widely used blender vehicle. The use of nonaqueous granulation liquids, such as ethanol, is no longer pre-ferred for safety and environmental reasons. The formed granules are dried in a tray or fluid bed dryer at moderately elevated tempera-tures. Dried granules are then mixed with extragranular excipients and compressed on the tablet press.
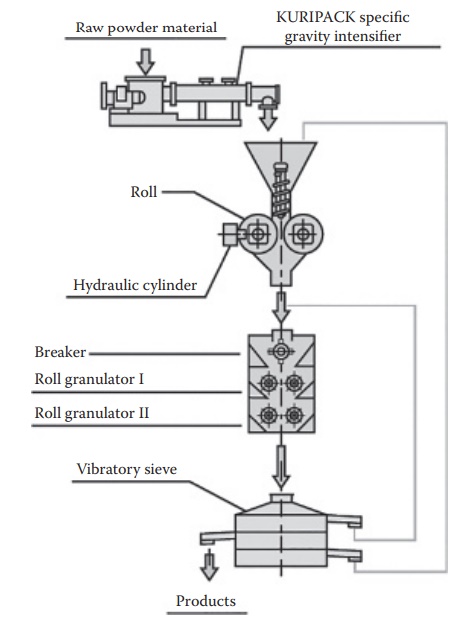
Figure 20.4 A roller compaction process.
(From Kurimoto Ltd., http://www.kurimoto. co.jp. With Permission.)
a. Low or high-shear
wet granulation: Depending on the design of the granulator, wet granulation could impart low or high levels of
shear to the powder blend and are termed accordingly. For example, a flat-bottom
bowl granulator with horizontal blades that move in a circular motion at the
bottom of the powder bed (Figure 20.4a) leads
to high shear, whereas the use of verti-cal blades in an oval bowl (Figure 20.4b) lead to low shear. The extent of shear
can affect porosity, compactibility, and density of granules. Low-shear
granulation generally yields higher porosity, higher compactibility, and lower
density of the formed granules. A choice between low- and high-shear
granulation is based on the sensitivity of the desired product quality
attributes to process conditions.
b. Fluid-bed
granulation:
Fluid-bed granulation involves the spray of
the granulating liquid on the fluidized powder bed. This process combines
the drying step with the granulation step. In this pro-cess, the evaporation of
the granulating liquid is concurrent with the granulation of the powder blend.
It is a relatively slow, but a well-controlled process that leads to the
generation of granules, which are more porous, less dense, and more uniform in
shape and size.
4. Moisture-activated
dry granulation: Other processes commonly employed for preparing powder blend for compression involve a
com-bination of the three basic processes. For example, MADG involves spraying
of a minimum amount of water on the powder blend before compression to improve
powder adhesion.
5.
Continuous granulation: Use a continuous granulation process mini-mizes the
material transfers and enables flexibility of batch size. Continuous processes
are based on a tunnel or channel of powder flow with sequential positions where
different steps of a process—such as water addition, drying, and milling in the
case of wet granulation— are carried out in tandem.
Packaging and handling considerations
Following
compression and coating, tablets are stored in tight containers and protected
from high temperature and humidity places. Products that are prone to
decomposition by moisture generally are copackaged with des-iccants, such as
silicon dioxide. Drugs that are adversely affected by light are packaged in
light-resistant containers.
Related Topics