Drug product formulation and process
| Home | | Pharmaceutical Drugs and Dosage | | Pharmaceutical Industrial Management |Chapter: Pharmaceutical Drugs and Dosage: Protein and peptide drug delivery
Most proteins and peptides are not absorbed to any significant extent by the oral route.
Drug product
formulation and process
Most
proteins and peptides are not absorbed to any significant extent by the oral
route. Therefore, most commercially available protein pharmaceu-ticals are
administered by parenteral routes. Parenteral protein formula-tions are
typically administered by IV, IM, or SC injection. In addition, some protein
drugs, for example, insulin, can also be delivered by inhala-tion for
absorption through the alveolar mucosal membrane.
Parenterally
administered proteins are rapidly cleared from circulation by the
reticuloendothelial systems (RES). Proteins are metabolized by pep-tidases,
leading to rapid loss of their biological activity. Pharmacokinetics of
proteins after parenteral administration can be improved by covalent
conjugation with a hydrophilic polymer such as PEG (PEGylation), as dis-cussed
earlier. Protein bioavailability from the SC route is generally low (~30%–70%).
In addition, immunogenicity potential of proteins is higher when administered
by the SC route. At the same time, SC administration is preferred because it
allows for patient self-administration—as compared to IV administration, which
must be carried out by a health care provider.
Route of administration
Selection of the
appropriate route of administration for a protein drug depends on several factors, including the
disease state, the desired onset and duration of drug absorption/action, drug
dose, frequency of administration, patient compliance, and the physicochemical
properties of the drug. For example:
·
IV route is preferred for rapid onset of administration,
whereas the SC route can be used for sustained drug delivery devices. Thus,
sustained drug delivery devices such as poly(lactide-co-glycolide)
(PLGA)-entrapped drugs are often designed for SC administration.
·
Compared to the SC route, IM injection is exposed to much
greater blood supply and, thus, faster absorption.
·
Higher injection volumes may be administered by the IM (2–5
mL) than the SC (up to 1 mL) route.
·
In cases where patient self-administration of a drug is
required, IM or SC injections are needed over IV.
In
terms of formulation requirements, the needed volume of injection is
deter-mined by the drug dose and solubility. If solubility is inadequate,
solubilization approaches may be needed. Preparation of concentrated protein
solutions can, however, lead to high viscosity—which could make deaeration upon
agitation and injectability through a syringe difficult. For example, SC
injections typically use lower diameter (25–30G) needles compared to IM
injections (20–22G).
Type of formulation
Selection of the
type of protein formulation depends on several factors, such as follows:
·
Disease condition: For example,
requirement of patient self-administration (SC route preferred) versus
administration by a health care professional in a hospital setting (IV route
preferred) might depend on whether typically the patients are hospitalized or
outpatients. The SC formulation typically has limitations on the number of
injections per dose and per day as well as on the volume per injection. IV
injection or infusion in a hospital setting generally does not have such a
limitation.
·
Drug half-life: Rapidly cleared
drugs must be administered as an IV infusion
to obtain sustained plasma concentrations.
·
Patient population: Age of the patient
may determine the kind of deliv-ery devices that may be the most suitable. For
example, slow infusion pump or autoinjector may be preferred for a geriatric
population for drug self-administration over vial of lyophilized drug and
syringe due to the dexterity required to reconstitute the lyophilized powder
and fill the syringe from a vial before injection.
·
Route of delivery, such as IM, IV, SC, intraperitoneal,
topical, inha-lation, or nasal. IV formulations can further be IV bolus or IV
infu-sion. Inhalation formulations can be dry powder based or solution based.
·
Drug dose, solubility, stability, and other physicochemical
properties.
Proteins
and peptides for parenteral administration are typically formu-lated as
ready-to-use aqueous solutions or as lyophilized solid mass that is
reconstituted into a protein solution by dilution with water, isotonic dextrose
solution, or isotonic sodium chloride solution immediately before
administration. Proteins and peptides for inhalation and nasal routes of
administration are typically formulated as dry powders. The details of dry
powder formulations will not be discussed in this chapter.
Formulation components
The
development of a suitable pharmaceutical formulation of a protein usually
involves the screening of a number of physiologically acceptable buffers,
salts, chelators, antioxidants, surfactants, cosolvents, and preser-vatives (Table 25.4). Formulation components are selected to
address one or more requirements for protein formulations, such as follows:
Table 25.4 Typical excipients in protein
formulations
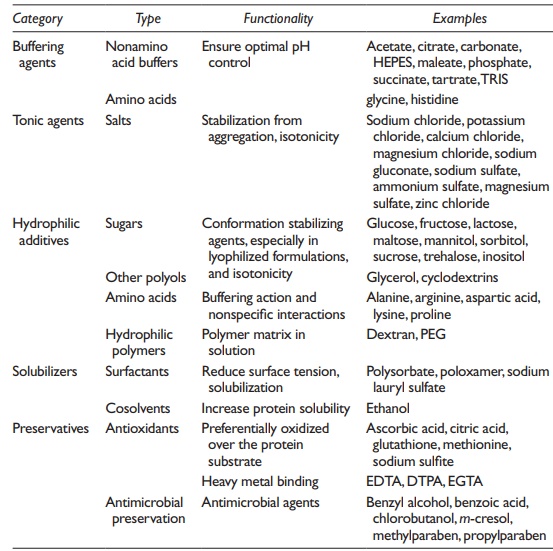
Abbreviations:
EDTA, ethylenediamine tetraacetic acid; DTPA, diethylene triamine pentaacetic
acid; EGTA, ethylene glycol tetraacetic acid.
·
Increasing protein solubility by the use of surfactants
and/or cosol-vents and pH adjustment.
·
Using pH of optimum stability by the use of buffering
agents. Selection of an appropriate buffer type and strength is carried out to
minimize specific/general acid/base degradation of the protein.
·
Physical stability improvement by the addition of polyhydric
alcohols, carbohydrates, and amino acids. Addition of these components to
aqueous solutions of proteins leads to their hydrogen bonding on the protein
surface, thus stabilizing the native protein conformation.
·
Stabilization of protein conformation by the addition of
cosolvents such as glycerol or PEG, which may decrease the protein surface area
in contact with the solvent.
·
Electrostatic interactions in proteins may be modulated by
the altera-tion of the solvent polarity and dielectric constant to change
protein electrostatic interactions in solution, which may reduce the
associa-tion tendency of a protein.
·
Antimicrobial agents may be added to large volume parenteral
(LVP) solutions or multidose vials where repeated puncturing for dose
with-drawal is expected to preserve aqueous solutions of proteins against
bacterial and fungal growth.
·
Chelating agents and antioxidants may be added to prevent
metal and/or oxidation-induced chemical instability.
·
Osmolarity control is required for parenteral formulations.
This is often achieved by the use of salts, buffers, and sugars.
Manufacturing processes
1. Protein solution
A
typical manufacturing process of protein solution involves
1.
Freeze ad thaw of the bulk drug substance (therapeutic
protein).
2.
Formulation (dilution and addition of excipients).
3.
Filtration for removing any particulate matter and/or
sterilization.
4.
Filling of drug product in vials or syringes.
5.
Inspection of filled vials or syringes for the presence of
any particulate matter.
6.
Labeling and packaging.
7.
Storage and shipment of drug product.
8.
Use of a delivery device for drug administration to the
patient.
Many
of these processes may affect formulation stability. For example:
· Exposure to light and shear during inspection and
transportation can lead to the formation of microbubbles in the formulation,
which can increase the propensity for aggregation and oxidation.
·
Protein may interact with the silicone oil typically used in
syringes for smooth barrel movement, leading to instability of syringe-filled
protein formulations.
· Protein loss may occur due to adsorption to manufacturing
equipment and filter membranes. In addition, leaching of metal ions from
manufacturing vessels into the protein formulation can lead to protein
instability. Modern day manufacturing practices utilize single-use plas-tic
liners in process tanks to avoid the risk of metal leaching and also to
eliminate cleaning verification needs and cross-contamination risk.
2. Lyophilization
Many
proteins are very unstable in solution and may not yield accept-able shelf
life, even under refrigerated (2°C–8°C) storage conditions. In such cases,
freeze-drying or lyophilization is often employed to minimize the kinetics of
degradation processes that occur in solutions. Many vari-ables impact the
stability of lyophilized drug product. For example, high concentration of
reacting species in the protein microenvironment can be detrimental. Further,
careful optimization of residual water and protein-binding sugar concentration
is required to ensure cake integrity and rapid reconstitution.
The
role of residual moisture in the
lyophilized formulations on proteins stability can be complex. The amount of
moisture adsorbed on each protein as a monolayer can be determined by the
Brunauer–Emmett–Teller (BET) method. Lyophilized protein product needs closely
bound water layer on the protein to shield its highly polar groups, which would
otherwise be exposed leading to aggregation and cause opalescence upon
reconstitu-tion. High moisture content, on the other hand, could increase
plasticity in the system leading to high reactivity and compromise the
physicochemical stability. For example, insulin, tetanus toxoid, somatotrophin,
and human albumin aggregate in the presence of moisture, which can lead to
reduced activity, stability, and diffusion.
Formulation
components that stabilize the protein during and after lyoph-ilization depend
on the particular protein. For example, polysorbate 80, hydroxypropyl β-cyclodextrin, and human serum
albumin-stabilized human IL-2. Mannitol in combination with dextran, sucrose,
and trehalose reduced aggregation in lyophilized TNF-α. Sugars stabilize most proteins
during lyophilization by protecting against dehydration. Polyvinylpyrrolidone
(PVP) and BSA protect some tetrameric enzymes, such as asparaginase, lac-tate
dehydrogenase, and phosphofructokinase, during lyophilization and rehydration
by preventing protein unfolding.
Lyophilization
is a high cost, long (several days), batch unit operav-tion that requires
careful formulation and process cycle development.
Lyophilization
process involves freezing of a protein solution to a very low temperature (such
as −40°C), followed by primary drying (removal of water from the frozen state)
under vacuum at a higher temperature (such as −30°C) and then secondary drying
at an even higher temperature (such as −20°C). Sometimes, an annealing step is
inserted before primary drying and after initial freezing of solution.
Annealing involves short-term increase of product temperature to allow
reorientation of polymeric proteins and other components with excipients and
provides better cake performance. Completion of each drying stage of
lyophilization is ascer-tained through changes in the humidity in the
lyophilization chamber (which indicates the rate of evaporation of water),
change in the con-densate weight or volume at the vacuum pump (which indicates
amount of water removed), and/or change in product temperature through
tem-perature probes inserted in vials (which indicates changes in the heat of
sublimation).
Related Topics
