Flow of Powders
| Home | | Pharmaceutical Technology |Chapter: Pharmaceutical Engineering: Powders
The gravity flow of powders in chutes and hoppers and the movement of powders through a constriction occur in tabletting, encapsulation, and many processes in which a powder is subdivided for packing into final containers.
FLOW OF POWDERS
The
gravity flow of powders in chutes and hoppers and the movement of powders
through a constriction occur in tabletting, encapsulation, and many processes
in which a powder is subdivided for packing into final containers. In many
cases, the accuracy of weight and dose depends on the regularity of flow. The
flow of powders is extremely complex and is influenced by many factors. A
profile, in two dimensions, of the flow of granular solids through an aperture
is shown in Figure 5.3. Particles slide over A while A itself slides over B. B
moves slowly over the stationary region E. Material is fed into zone C and
moves downward and inward to a tongue D. Here, packing is less dense, particles
move more quickly, and bridges and arches formed in the powder collapse. Unless
the structure is completely emptied, powder in region E never
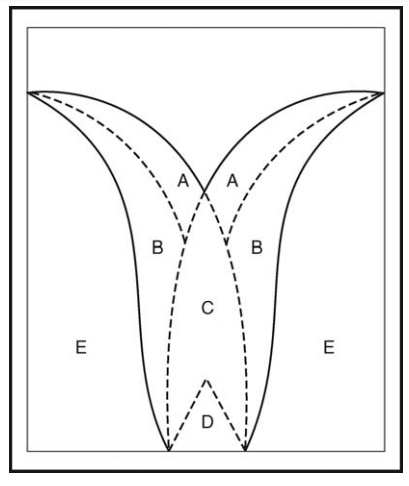
FIGURE 5.3 Profile of the flow of granules
through an orifice.
flows
through the aperture. If, in use, a container is partially emptied and
partially filled, this material may spoil. If the container is narrow, region E
is absent and the whole mass moves downward, the central part of region C
occupying the entire tube (Brown and Richards).
For
granular solids, the relation between mass flow rate, G, and the diameter of a
circular orifice, Do, is expressed by the equation
G =
Constant DaoHb
where
H is the height of the bed and a and b are constants. For a wide variety of
powders, the constant a lies between 2.5 and 3.0. If the height of the bed is
several times that of the orifice, H
lies between 0 and 0.05. The absence of a pressure-depth relation, already
observed in a static bed, therefore, seems to persist in dynamic conditions.
The
relation between mass flow rate and particle size is more complex. With an
orifice of given size and shape, the flow increases as the particle size
decreases until a maximum rate is reached. With further decrease in size and
increase in cohesiveness, flow decreases and becomes irregular. Arches and
bridges form above the aperture, and flow stops. The determination of the
minimum aperture through which a powder will flow without assistance is a
useful laboratory exercise. The distribution of particle sizes also affects the
flow in a given system. Often, the removal of the finest fraction will greatly improve
flow. On the other hand, the addition of very small quantities of fine powder
can, in some circumstances, improve flow. This is probably due to adsorption of
these particles onto the original material, preventing close approach and the
development of strong cohesional bonds. Magnesia and talc, for example, promote
the flow of many cohesive powders. These materials, which can be called
glidants, are useful additives when good flow properties are required of a
powder.
Vibration
and tapping may maintain or improve the flow of cohesive powders by preventing
or destroying the bridges and arches responsible for irregular movement or
blockage. Vibration and tapping to initiate flow are less satisfactory because
the associated increase in bulk density due to closer packing renders the
powder more cohesive.
