The Theories of Filtration
| Home | | Pharmaceutical Technology |Chapter: Pharmaceutical Engineering: Filtration
The Theories of Filtration: Flow of Fluids Through Porous Media, Factors Affecting the Rate of Filtration, The Retention of Particles in a Depth Filter, The Conditioning of Slurries, The Compressibility of Cakes, Cake Washing and Dewatering
THE THEORIES OF FILTRATION
Two
aspects of filtration theory must be considered. The first describes the flow
of fluids through porous media. It is applicable to both clarification and cake
filtration. The second, which is of primary importance only in clarification,
examines the retention of particles in a depth filter.
Flow of Fluids Through Porous Media
The
concept of a channel with a hydraulic diameter equivalent to the complex
interstitial network that exists in a powder bed leads to the equation

Q
= KAΔP/ηL (11:1)
where
Q is the volumetric flow rate, A the area of the bed, L the thickness of the
bed, ΔP the pressure
difference across the bed, and η the viscosity of the fluid. The permeability
coefficient, K, is given by ε3/5(1 - ε)2S02
where ε is the porosity of
the bed and S0 is its specific surface area (m2/m3).
Factors Affecting the Rate of Filtration
Equation
(1) may be used as a basis for the discussion of the factors that determine the
rate of filtration.
Pressure
The
rate of filtration at any instant of time is directly proportional to the
pressure difference across the bed.
In
cake filtration, deposition of solids over a finite period increases the bed
depth. If, therefore, the pressure remains constant, the rate of filtration
will fall. Alternatively, the pressure can be progressively increased to
maintain the fil-tration rate.
Conditions
in which the pressure is substantially constant are found in vacuum filtration.
In pressure filtration, it is usual to employ a low constant pressure in the
early stages of filtration for reasons given below. The pressure is then
stepped up as the operation proceeds.
This
analysis neglects the additional resistance derived from the sup-porting septum
and the thin layer of particles associated with it. At the begin-ning of the
operation, some particles penetrate the septum and are retained in the
capillaries in the manner of depth filtration, while other particles bridge the
pores at the surface to begin the formation of the cake. The effect of penetration,
which is analogous to the blinding of a sieve, is to confer a resistance on the
cake-septum junction, which is much higher than the resistance of the clean
septum with a small associated layer of cake. This layer may contribute heavily
to the total resistance. Since penetration is not reversible, the initial
period of cake filtration is highly critical and is usually carried out at a
low pressure. The amount of penetration
depends on the structure of the septum, the size and shape of the solid particles,
their concentration, and the filtration rate.
When
clarifying at constant pressure, a slow decrease in filtration rate occurs
because material is deposited within the bed.
Viscosity
The
inverse relation between flow rate and viscosity indicates that, as expected,
higher pressures are required to maintain a given flow rate for thick liquids
than that necessary for filtering thin liquids. The decrease in viscosity with
increase in temperature may suggest the use of hot filtration. Some plants, for
example, the filter press, can be equipped so that the temperature of hot
slurries can be maintained.
Filter Area
In
cake filtration, a suitable filter area must be employed for a particular
slurry. If this area is too small, the excessively thick cakes produced
necessitate high pressure differentials to maintain a reasonable flow rate.
This is of great importance in the filtration of slurries giving compressible
cakes. When clar-ifying, the relation is simpler. The filtration rate can be
doubled by simply doubling the area of the filter.
Permeability Coefficient
The
permeability coefficient may be examined in terms of its two variables,
porosity and surface area.
Evaluation
of the term ε3/(1 - ε)2 shows that the
permeability coefficient is a sensitive function of porosity. When filtering a
slurry, the porosity of the cake depends on the way in which particles are
deposited and packed. A porosity or void fraction ranging from 0.27 to 0.47 is
possible in the regular arrangements of spheres of equal size. Intermediate
values will normally be obtained in the random deposition of deflocculated
particles of fairly regular shape. A fast rate of deposition, given by
concentrated slurries or high flow rates, may give a higher porosity because of
the greater possibility of bridging and arching in the cake. Although
theoretically the particle size has no effect on porosity (assuming that the
bed is large compared with the particles), a broad particle size distri-bution
may lead to a reduction of porosity if small particles pack in the inter-stices
created by larger particles.
Surface
area, unlike porosity, is markedly affected by particle size and is inversely
proportional to the particle diameter. Hence, as commonly observed in the
laboratory, a coarse precipitate is easier to filter than a fine precipitate
even though both may pack with the same porosity. Where possible, a previous
operation may be modified to facilitate filtration. For example, a suitable
particle size may be obtained in a crystallization process by control of
nucleation or the proportion of fines in milling may be reduced by carefully
controlling residence times. In the majority of cases, however, control of this
type is not possible, and with materials that filter only with difficulty, much
may be gained by con-ditioning the slurry, an operation that modifies both the
porosity and the spe-cific surface of the depositing cake.
In
clarification, high permeability and filtration rate oppose good particle
retention. In the formation of clarifying media from sintered or loose
particles, accurate control of particle size, specific surface, and porosity is
possible so that a medium that offers the best compromise between permeability
and particle retention can be designed. The analysis of permeability given
above can be accurately applied to these systems. Because of the extremes of
shape, this is not so for the fibrous media used for clarification. Here it is
possible to develop a material of high permeability and high retentive
capacity. However, such a material is intrinsically weak and must be adequately
supported.
The Retention of Particles in a Depth Filter
Theoretical
studies of particle retention have been restricted to granular media of a type
used in the purification of municipal water. The aim is to predict the
variation of filtrate quality with influent quality or time and then estimate
the effect of removed solids on the permeability of the bed. Such studies have
some bearing on the use of granular, sintered, or fibrous beds used for
clarifying pharmaceuticals.
The
path followed by the liquid through a bed is extremely tortuous. Violent
changes of direction and velocity will occur as the system of pores and waists
is traversed. Deflection of particles by gravity or, in the case of very fine
particles, by Brownian movement will bring particles within range of the
attractive forces between particles and the medium and cause arrest. Inertial
effects, that is, the movement of a particle across streamlines by virtue of
its momentum, are considered to be of importance only in the removal of
particles from gases. In liquid-solid systems, density differences are much
smaller.
Opportunity
for contact and arrest depends on the surface area of the bed, the tortuosity
of the void space, and the interstitial speed of the liquid. Since the inertial
mechanism is ineffective, increase in interstitial velocity decreases the
opportunity for contact and retention of particles by the medium. Therefore,
the efficiency of a filter decreases as the flow rate increases. However, efficiency
increases as the density or size of the influent particles increases and
decreases as the particle size in the bed decreases. Each layer of clean filter
is considered to remove the same proportion of the particles in the influent.
Mathematically expressed,
where
C is the concentration of the particles that enter an element of depth dx. The
value of K, which is a clarifying coefficient expressing the fraction of
par-ticles that deposit in unit depth of the bed, changes with time. Initially,
the rate of removal increases and the efficiency of filtration improves. It has
been sug-gested that this is because the deposition of particles in the bed is
at first localized and the surface area and tortuosity increase. Later, the
efficiency of removal decreases because deposition narrows the pores, reduces
convolutions and surface area, and increases the interstitial liquid velocity.
The failure of the medium to adequately retain particles or the decrease in
permeability and fil-tration rate eventually limits the life of the filter. If
deposition is reversible, the permeability and retentive capacity can be
restored by vigorous backwashing. Alternatively, the medium should be cheap and
expendable.
A
mathematical account of the theories of clarification with depth filters is
found in the work of Ives (Ives, 1963; Ives, 1962) and Maroudas and Eisenklam
(Maroudas and Eisenklam, 1965).
The Conditioning of Slurries
The
permeability of an ideal filter bed, such as that formed by a filter aid, is about
7 x 10-13 m2. This is more than 10,000 times the
permeability of a pre-cipitate of aluminum hydroxide. Therefore, the
modification of the physical properties of the slurry can be a powerful tool in
the hands of the filtration engineer. This is called slurry conditioning. Two
methods, flocculation and the addition of filter aids, will be discussed here.
Flocculation
of slurries is a common procedure in which the addition of flocculating agents
is permissible. The aggregates or flocs, which are charac-terized by high
sedimentation rate and sedimentation volume, form cakes with a porosity as high
as 0.9. Since this is also associated with a decrease in specific surface,
flocculation gives a marked increase in permeability. How-ever, such coagulates
are highly compressible and are, therefore, filtered at low pressures.
Filter
aids are materials that are added in concentrations of up to 5% to slurries
that filter only with difficulty. The filter aid forms a rigid cake of high
porosity and permeability due to favorable shape characteristics, a low surface
area, and a narrow particle size distribution, properties that can be varied
for different operations. This structure mechanically supports the fine
particles originally present in the slurry. Diatomite, in the form of a
purified, fractionated powder, is most commonly used. Other filter aids include
a volcanic glass, called “perlite,” and some cellulose derivatives.
Filter
aids cannot easily be used when the solids are wanted. Their excellent
characteristics, however, lead to their use as a “precoat” mounted on a
suitable support so that the filter aid itself forms the effective filtering
medium. This prevents blinding of the septum. Precoat methods take several
forms and are discussed in the section devoted to filters. A practical account
of the prop-erties and uses of filter aids has been given by Wheeler (Wheeler,
1964).
The Compressibility of Cakes
In
the theory of cake filtration described above, the permeability coefficient was
considered constant. The observation that a cake may be hard and firm at the
cake-septum junction and sloppy at its outer face suggests that the porosity
may be varying throughout the depth of the cake. This could be due to a
decrease in hydrostatic pressure from a maximum at the cake face to zero at the
back of the supporting septum. The hydrostatic pressure must be balanced by a
thrust, originating in the viscous drag of the fluid as it passes through the
cake, transmitted through the cake skeleton, and varying from zero at the cake face
to a maximum at the back of the septum equal to the pressure difference. The
relation between this compressive stress and the pressure applied across the
cake is represented in Figure 11.1.
We
have so far considered that no deformation occurs under this stress, that is,
the cake is perfectly rigid. No cake, in fact, behaves in this way. However,
some, such as those composed of filter aids or, of coarse, isodiametric
particles, approximate closely to a perfectly rigid cake. Others, such as cakes
deposited
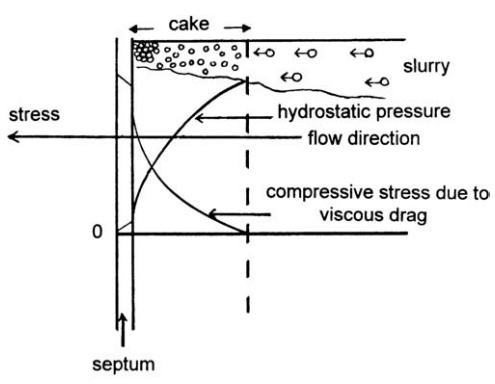
FIGURE 11.1 Stress distribution in a filter cake.
This effect can be so marked
that an increase in pressure actually decreases the rate of filtration. Most
slurries behave in a manner intermediate between these two extremes.
Cake Washing and Dewatering
Cake
washing is of great importance in many filtration operations because the
filtrate retained in the cake can be displaced by pure liquids. Filtration
equip-ment varies in its washing efficiency, and this may influence the choice
of plant. If the wash liquids follow the same course as the filtrate, the wash
rate will be the same as the final rate of filtration, assuming that the
viscosity of the two liquids is the same and that the cake structure is not
altered by, for example, peptization following the removal of flocculating
electrolytes. Washing takes place in two stages. The first involves the removal
of most of the filtrate retained in the cake by simple displacement. In the
second, longer stage, removal of filtrate from the less accessible pores occurs
by a diffusive mechanism. These stages are shown in Figure 11.2.
Efficient
washing requires a fairly cohesive cake, which opposes the for-mation of cracks
and channels, which offer a preferential course to the wash liquid. For this
reason, cakes should have even thickness and permeability.
Subsequent
operations, such as drying and handling, are facilitated by removing the liquid
retained in the cake after washing, which occupies from 40% to 80% of the total
cake volume. This is achieved by blowing or drawing air through the washed
cake, leaving liquid retained only as a film around the particles and as annuli
at the points of contact. Since both surface area and the number of point
contacts per unit volume increase as the particle size decreases, the
effectiveness of this operation, like washing, decreases with cakes composed of
fine particles.
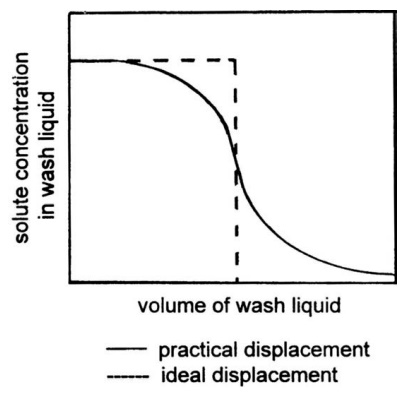
FIGURE 11.2 Displacement of filtrate by displacement washing.
Related Topics
