Rectification or Fractionation
| Home | | Pharmaceutical Technology |Chapter: Pharmaceutical Engineering: Evaporation and Distillation
In simple distillation, vapor enrichment is small. In fractionation, a term syn-onymous with rectification, the vapor leaving the boiling liquid is led up a column to meet a liquid stream or reflux, which originates higher in the column as part of the condensate.
Rectification or Fractionation
In
simple distillation, vapor enrichment is small. In fractionation, a term
syn-onymous with rectification, the vapor leaving the boiling liquid is led up
a column to meet a liquid stream or reflux, which originates higher in the
column
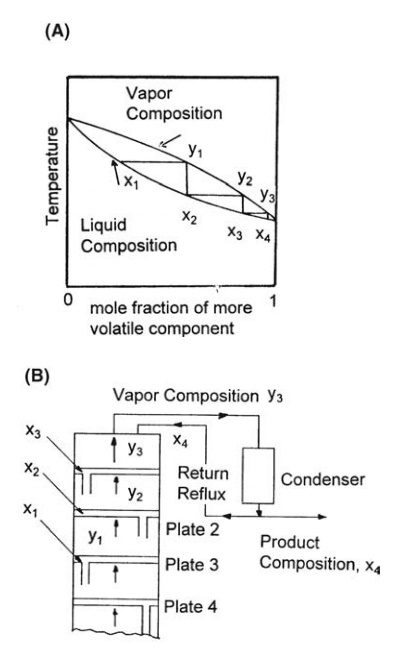
FIGURE 10.7 (A) Three ideal stages in a
fractional distillation and (B) the plate column asso-ciated with the
fractional distillation.
In a series of partial condensations and vaporizations,
the rising vapor becomes richer in the more volatile component at the expense
of the falling liquid and high degrees of separation become possible. The
columns, which are called fractionating columns, are of two basic types: packed
columns and plate columns.
Packed
columns are used for laboratory and small-scale industrial distil-lation and
are usually operated as a batch process. The column consists of a vertical,
hollow, cylindrical shell containing a packing designed to offer a large
interfacial contact area between liquid and vapor. The form of the packing varies,
but Raschig rings, which consist of small metallic or ceramic cylinders, are
the most commonly used. Other shapes consist of saddles, Pall rings, Lessing
rings, and meshes of either woven wire or expanded metal. In a packed column,
countercurrent interaction between the rising vapor and the falling liquid
occurs throughout its length. The distillation rate and the size and shape of
the packing must be chosen to give efficient support for the liquid phase,
phase movement, and phase interaction. High rates of vapor flow may arrest or
reverse the downward movement of liquid. This ultimately causes flooding of the
column and determines the upper end of the operating range. The efficiency of
the column is also decreased if the falling liquid fails to wet all the
available surface of the packing, a condition that determines the lower limit
of column operation. In general, packed columns operate under widely varying
conditions without serious loss of efficiency.
Plate Columns
A
plate column consists of a series of plates or trays on which the liquid is
retained for some period during its movement down the column. The rising vapor
is bubbled through this liquid, providing intimate contact between the phases.
Liquid in reflux moves downward between plates and is usually carried by a
downcomer. Contact between the vapor and liquid takes place in stages.
Plate
columns operate efficiently over a limited range of conditions. They are mainly
used in large-scale, continuous installations in which the conditions of distillation
can be closely maintained.
The Principles of Continuous and
Batch Fractionation
Figure
10.7A is the boiling point curve of a binary mixture. If a mixture of
composition xl is boiled, a vapor of composition y1 is
evolved, and condensation gives a liquid of composition x2. This is
an ideal distillation stage. A second stage gives a liquid of composition x3,
and in this example, a further stage would give the more volatile component in
an almost pure form.
These
conditions are approached in continuously operated fractionating columns. In
such a column, operating with continuous feed and product with-drawal, the
composition of the liquid and vapor at any point does not vary with time. The
process is examined with reference to the plate column shown in Figure 10.7B.
Let the composition of the liquid on plate 3 be x1. The vapor
received at this plate from the plate below is bubbled through the liquid on
the plate. Some of the less volatile component is condensed, increasing the
mole fraction of the more volatile component in the bubbles. The latent heat
evolved by this condensation vaporizes some of the liquid on the plate. This
vapor is richer in the more volatile component than the liquid. By these two
mechanisms, the vapor that will leave the plate moves toward equilibrium, with
the liquid on the plate. If equilibrium could be achieved, maximum enrichment
of the vapor would occur corresponding to the appropriate horizontal line
linking vapor-liquid equilibrium concentrations on the boiling point curve. For
the system shown in Figure 10.7B, this is the line x1x1.
Two more ideal distillation stages at plates 2 and 1 would complete the
separation of this mixture. In practice, equilibrium is not achieved at the
plates because of limited contact between the phases. Enrichment is therefore
less than that at an ideal stage, and the dis-crepancy is a measure of plate
efficiency.
Under
steady-column conditions, the concentration of the more volatile component in
the liquid on any plate is maintained by the overflow or reflux of liquid
richer in the more volatile component from the plate above. This is true for
all parts except the top plate. Here, the mole fraction of the more volatile
com-ponent must be maintained by returning part of the condensate from the last
stage to the top plate. This is known as reflux return, and the reflux ratio is
the ratio of the condensate returned to the column and the amount withdrawn as
product. This ratio markedly affects the degree of separation that occurs in a
given column. If the proportion of the condensate that is to be returned to the
column is increased, the mole fraction of the more volatile component in the
liquid on the top plate is increased. The mole fraction of this component in
the emerging vapor is also increased and a purer product is obtained. By the
increased overflow of liquid from plate to plate down the column, this will
also be true for all plates. Thus, by increasing the reflux ratio, the
enrichment obtained with a given number of plates is increased. The amount of
product, however, is decreased. A column operating at total reflux, in which
the whole of the distillate is returned to the column, achieves a given
enrichment with the minimum number of plates. This column, however, gives no
product at all, and an economic compromise is sought between a short column
with a small number of plates operating with high reflux ratio and a long
column of many plates operating with a low reflux ratio.
Algebraic
and graphical methods are used to calculate the theoretical number of plates
required to separate a mixture in a column operating with a known reflux ratio.
In
a packed column, enrichment of the vapor takes place continuously as the column
is ascended. The enrichment taking place over a certain length of the column
will correspond to the enrichment secured at a plate that behaves ide-ally.
This is expressed as the height equivalent of a theoretical or ideal plate
(HETP). This concept allows the account given for plate columns to be directly
applied to packed columns. The height of packing required for a separation is
simply the product of the HETP and the number of ideal stages required. The
HETP is not constant for a given packing. It depends on the physical properties
of the liquid and the vapor, such as density and viscosity, and on the
distillation rate.
In
batch distillation, steady-state conditions are never achieved and the
concentration of the more volatile component in the still or at any point in
the column falls as the rich product is withdrawn from the top. The
concentration of the more volatile component in the product also falls. To
maintain a given product specification, it may be necessary to increase the
reflux ratio from time to time. Alternatively, the reflux ratio could be so
chosen that the average composition of the product complies with the
specification, the first distillate being enriched and the last, depleted of
the more volatile component.
Most
distillations, whether operated as batch or continuous processes, are applied
to mixtures of more than two components. If the boiling points of the
components differ widely, the process may be treated as successive distillation
of two component mixtures. If a mixture of three components, A, B, and C, is
batch distilled, a column with sufficient plates will initially separate the
most volatile component, A, with a high purity. As the distillation progresses,
the concentration of A in the distillate falls, and ultimately, the column
fails to produce a distillate of the required quality. An intermediate fraction
is then distilled, consisting of A and B, until the distillate contains the
required amount of B. After collection of this fraction, a second intermediate
fraction is distilled to leave component C in the still. Intermediate fractions
can be distilled with subsequent batches. A similar separation could be
accomplished with two continuous columns, one separating A from B and C and
another separating B from C.
To
avoid thermal decomposition of a component in a mixture, distillation may be
performed at a reduced pressure. In addition to the general principles
described above, the following factors may be of importance. First, the
pressure drop associated with the flow of vapor up the column, which is
relatively small in atmospheric distillation, may become significant, producing
a damaging increase in the temperature of the liquid in the still. Second, in
packed columns, flooding occurs at lower distillation rates because of the high
velocity of the rising vapor.
Related Topics
