Classification or Size Separation
| Home | | Pharmaceutical Technology |Chapter: Pharmaceutical Engineering: Size, Reduction and Classification
In the introduction to this chapter, the influence of particle size on several processes was described.
CLASSIFICATION OR SIZE
SEPARATION
In
the introduction to this chapter, the influence of particle size on several
processes was described. The operation in which particles of a suitable size
are selected and others rejected because they are too small or too large is
called classification or size separation. This process is also important in
closed-circuit grinding, removal of fine powders to promote flow, and
restriction of particle size distribution to prevent segregation or to enhance
appearance.
Although
a number of particle properties can be used to classify a powder, only two are
important. The first is based on the ability of a particle to pass through an
aperture. This is sieving or screening. The second employs the drag forces on a
particle moving through a fluid. The term classification is sometimes
restricted to this method of separation, but in this text elutriation and
sedi-mentation will be used. In general, screening is applied to the separation
of coarse particles, and elutriation and sedimentation to fine particles.
Sieving and Screening
Sieves
and screens are widely used for the classification of relatively coarse
materials. For very large particles, greater than half an inch, a robust plate
perforated with holes is used. However, the pharmaceutical applications of
screening are with much smaller particles, and screens are in the form of woven
meshes. Unless special methods are used to prevent clogging and powder
aggregation, the lower useful limit resides in a cloth woven with 7900
meshes/m.
This
corresponds to a mesh spacing of between 7.0 x 10-5 and 8.0 x 10-5
μm. Fine screens of this type are extremely fragile and must be used with great
care.
A
series of suitable sieve cloths is described in the Fine Mesh series of British
Standard (BS) 410:1962. This specifies the gauge of the wire and the permitted
weaving tolerances. In successive meshes of this series, the mesh space alters
by a factor of 4√2. In the mesh series commonly chosen for size analysis,
16-22-30-44-60-85-120-170, alternate screens are selected so that the mesh
spacing decreases by √2 and the area of the apertures is halved. For classification,
one or more meshes of suitable weave can be chosen from this series and mounted
in a frame.
In
operation, the mesh should be lightly loaded so that all particles capable of
passing the mesh (undersize) have a chance to do so. The mesh must, therefore,
be agitated both to ensure access of particles to the holes and to clear holes
blocked by particles just unable to pass. Under these conditions, the rate of
sieving is proportional to the number of undersize particles on the screen. It
therefore decreases exponentially.
Most
screening, particularly that of coarse materials, is carried out dry. The wet
screening of dilute slurries is adopted for powders that aggregate strongly,
clog the mesh, or become electrostatically charged by the vibrations of the
screen. Sieving errors arising from the cohesion of small and large particles
and the retention of the former on a coarse mesh are avoided. Wet screening is
particularly useful if the subsequent process is wet and drying is unnecessary.
For
small-scale classification, test sieves with meshes conforming to BS 410 can be
used. The mesh is mounted on a circular brass frame, 8, 12, or 18 in. in
diameter, a rim on the lower edge enabling it to “nest” with the sieve below.
When the chosen sieves are equipped with a lid and a receiving pan, the
agi-tated assembly becomes an effective small-scale grading unit. Sieving is
stopped when the rate at which particles pass the mesh has reached some low
value or after some predetermined time at which the rate is known to be low.
As
the scale of the operation increases, it becomes, in general, less precise. For
continuous screening, the feed material is made to move across the screen to a
point of discharge. The residence time on the screen is usually short, and many
undersize particles traverse it without falling through. With increase of
sieving area, the meshes become more fragile and the finest meshes must be
supported with a coarser wire. An example of a large-scale separator utilizes a
circular screen of up to 5 ft in diameter and is vibrated in a horizontal
plane, the gyratory movement being imparted by an out-of-balance fly wheel
connected to the assembly. In other machines, the mesh is rectangular and
inclined at a shallow angle (5○–30○). A gyratory
movement is developed, and the material to be classified is fed to the top end.
These machines may bear more than one deck, thus allowing the separation of the
powder into several fractions at one time.
Elutriation and Sedimentation
The
balance of the drag force on the particle and the forces promoting move-ment
occurs at the terminal velocity. This velocity depends, among other things, on
the size of the particle, and it is the property on which several classifiers
are based. The fluid is either air or a liquid. The latter affords a higher
precision because dispersion can be more thorough. High shear forces cannot be
developed and dispersing agents cannot be used in air.
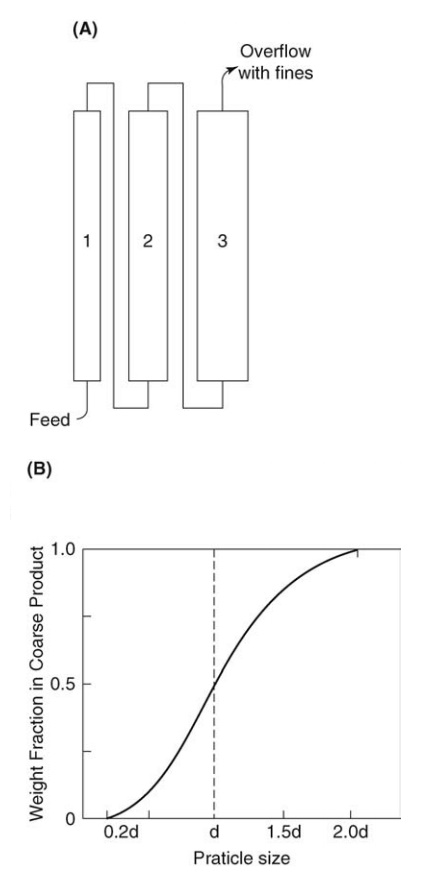
FIGURE 12.7 (A) An elutriator and (B) grade efficiency curve.
The
simplest classifier is a rising current of fluid in which the particles are
suspended. In this case, the force opposing the upward drag is gravitational.
If the opposition gives a terminal velocity greater than the current speed, the
particle will fall. This is the principle of elutriation, and the particle
size, d, at which the separation is made follows from a rearrangement of
equation (2.24) in chapter 2 for conditions in which Stokes’ law is valid.
where
ρs - ρ is the density difference between
solid and fluid, η is the viscosity of the fluid, and m is the speed of the upward current.
The
elutriator shown in Figure 12.7A consists of three tubes. The first is smallest
in diameter and offers the highest upward liquid velocity. Coarse particles
with a high terminal velocity settle in this tube, while the remainder are
swept to the bottom of the second. The diameter of the second tube exceeds that
of the first, and elutriation speeds are lower. Only fine particles are swept
into the third tube where the process is repeated at a finer size. In this way,
the original slurry is divided into four fractions.
In
practice, fluctuations in flow conditions due to natural convection and a
violation of the conditions for which Stokes’ law is valid blur the point of
sep-aration. The evaluation of the separation must, therefore, take account of
the fine particles that fall with the coarse particles and the coarse particles
that move to the fine fraction. This is best expressed by a grade efficiency
curve. Returning to equation (24) in chapter 2, a particle of size d should be
stationary in the elu-triation tube. Because of fluctuating conditions, it
eventually resides with either
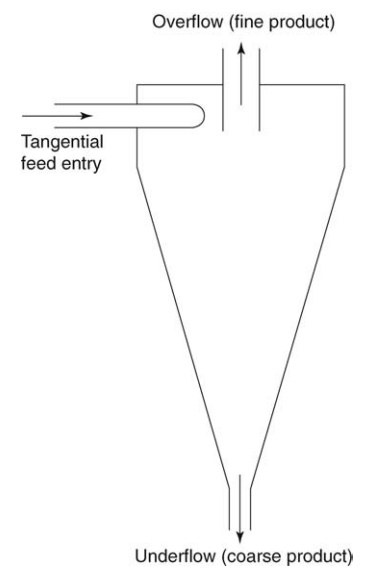
FIGURE 12.8 Cyclone separator.
The weight fraction in
each is, therefore, 0.5 at this particular size. We shall assume that of the
particles that are twice this size (2d), virtually all appear in the coarse
product.
The
weight fraction here is 1. Similarly, all particles of size 0.2d move to the fine product so that the
weight fraction in the coarse product is 0. As shown in Figure 12.7B, a sigmoid
curve, passing through 0.5 at size d,
links these extremes. The closer these extremes and the steeper the curve, the
more efficient the separation. A grade efficiency curve of this type can be
used as an appraisal of any sedimentor or elutriator.
Gravitational
sedimentation is not of great importance in small-scale classification.
Sedimentation in a spinning fluid stream is, however, widely used. The most
common classifier of this type is the cyclone separator shown in Figure 12.8.
The fluid enters tangentially and acquires an intense spinning motion,
spiraling downward into the cone before rising to the outlet as a central core.
The inlet speed is very high so that large angular velocities are developed.
Because of centrifugal force, particles move radially across the spinning
stream to fall at the wall into the cone. Operated in this way, complete
separation of solids occurs, and the cyclone is, therefore, an effective air cleaner.
Operated with lower centrifugal forces, the cyclone transports the finest
particles to the exhaust, leaving the coarser particles to fall into the cone.
Cyclone classifiers are designed for use with either liquid or air.
The
centrifuge is normally operated to completely separate two phases. If, however,
the rate at which the feed passes through does not allow all particles to
settle, the action of a classifier is developed. This is illustrated by a solid
bowl centrifuge, which consists of a steel shell in the form of a frustrum
mounted horizontally. It contains a conveying screw at the wall, which rotates
at a slightly higher speed than the shell. Particles that settle at the wall
are conveyed to the narrow end of the shell and discharged. Fine particles are
entrained with the overflow to the other end. Further details of this and other
centrifugal classifiers have been given by Treasure (Treasure, 1965).
Related Topics
