Powder processing
| Home | | Pharmaceutical Drugs and Dosage | | Pharmaceutical Industrial Management |Chapter: Pharmaceutical Drugs and Dosage: Powders and granules
The size of individual particles in a powder determines bulk properties of the powder such as its flow, density, and compactibility.
Powder processing
Increasing particle size: Granulation
The
size of individual particles in a powder determines bulk properties of the
powder such as its flow, density, and compactibility. In addition, the surface
characteristics of these particles, such as electrostatic charge and
cohesivity, determine interparticle interactions that further influence bulk
properties of the powder. Often, the bulk properties of a powder need to be
changed for facilitating the processing and use of powders. For example, a
cohesive, finely powdered API may not mix well with the inactive ingredi-ents
of a formulation (excipients) and may not flow rapidly and uniformly through
the equipment used in pharmaceutical manufacturing. These problems can
compromise the dose uniformity of a drug between differ-ent dosage units.
Therefore, size and surface characteristics of powders are often modified in
pharmaceutical processing by granulation of powders.
Granulation
is the process of preparing granules, or physical aggre-gates of powders, in
which the original particles can still be identified. Granulation commonly
involves adhesion of multiple particles of more than one type of powders. This
may be achieved with or without the use of water or naturally adhesive
hydrophilic polymers, known as bind-ers. Accordingly, granulation is classified
based on the means of achiev-ing the adhesion of its powder components into dry
granulation or wet granulation.
·
Dry granulation involves compaction of a powder under
compressive force of stainless steel rolls, followed by breaking of the
compacts into granules of a desired size range. It does not involve any
addition of water. The characteristics of the powder particles, such as
adhesion, cohesion, fragility, and plasticity, determine the compactibility of
a powder.
·
Wet granulation involves the addition of water, and a
binder, to a powder, followed by mixing and removal of water. The binder that
becomes well mixed and forms interparticle bonds during granula-tion maintains
granules as loosely adhered powder masses even after drying and removal of
water.
Dry granulation
Dry
granulation involves compaction of a powder mixture. Compaction is usually
carried out by roller compaction. As shown in Figure
19.3, roller compaction involves a continuous flow of powder through two
rolls con-currently counter rotating in the direction of the powder flow. The
rolls are hydraulically pressurized to press on the powder as it passes through
the rolls. This causes the powder particles to be deformed and/or fragmented,
resulting in the formation of a compact ribbon of material. This ribbon of
compacted material is then force passed through an appropriate-sized screen,
using equipment such as a comil. This results in the production of granules.
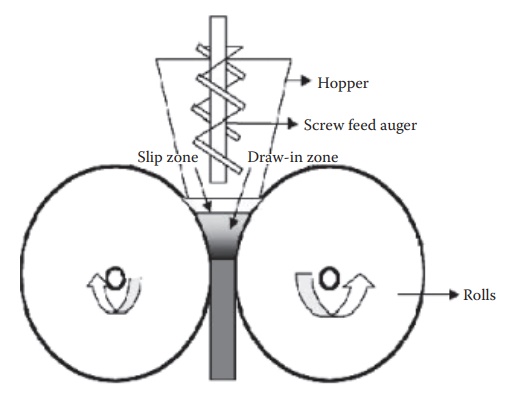
Figure 19.3 Roller compaction process. (From He, X., Am. Pharm. Rev., 6, 26–33, 2003. With Permission.)
The important quality attributes of the granules produced by roller compaction include the percentage of fines, or the proportion of powder that did not get compacted when the compacts were passed through the comil, and the density of the granules. These can be modified using process parameters such as the distance between the rolls, pressure applied to the rolls, and the feeding rate of the powder.
Wet granulation
Wet
granulation involves the use of a binder and water to aid the agglom-eration of
particles. A binder is a substance with intrinsic cohesive and adhesive
properties that can help form particle agglomerates. Typically, the binders
used in pharmaceutical processing are hydrophilic polymers, such as PVP (also
known as povidone), HPC, and starch. The binder can be added to the powder in
either a dry or a solution form.
·
A dry binder addition process of wet granulation involves
addition and mixing of the binder as a dry powder to the powder mixture to be
gran-ulated. Granulation is carried out by the addition of water, whereas
mixing is carried out in a granulator mixer. After the addition of water and
mixing are complete, the granulation is force passed through an appropriate
screen, using equipment such as a comil, followed by dry-ing to obtain granules
of desired size. The dried granules are passed again through the screen using
the comil to obtain the final granules.
·
A wet binder addition process of wet granulation involves
dissolv-ing the binder in water prior to granulation. The powder mixture to be
granulated is loaded in a granulator mixer. Granulation is carried out by the
addition of the binder solution followed by force passed through an appropriate
screen using a comil, drying, and passing the dried granules again through the
comil to obtain the final granules.
The
wet granulation process is further classified as a high-shear or a low-shear
process depending on the equipment used for granulation.
·
A high-shear granulation process is carried out in a
granulator that imparts high shearing and compacting force on the powder
mixture. As shown in Figure 19.4, a typical high-shear
granulator involves the move-ment of horizontally placed impellers at the
bottom of the powder bed. The weight of powder bed increases the shear in this
granulator design.
·
A low-shear granulation process is carried out in a
granulator that imparts relatively less shearing and compacting force on the
powder mixture. As shown in Figure 19.5, a
typical low-shear granulator involves the move-ment of vertically placed
impellers around the powder bed.
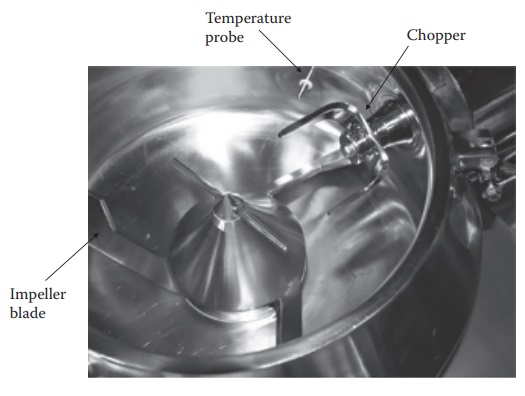
Figure 19.4 A high-shear granulator.
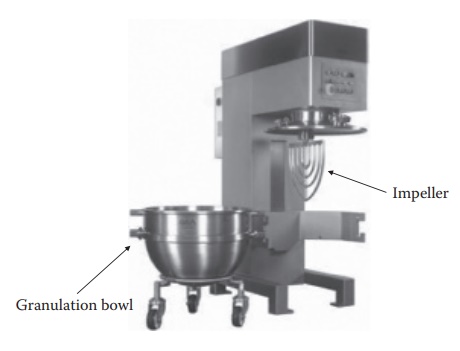
Figure 19.5 A low-shear granulator.
The
drying process involves exposure of the wet granules to a dry and hot air,
which leads to the drying of granules. It is typically carried out in a tray
drier or a fluid bed dryer.
·
A tray drier represents a static drying process whereby the
granules are spread on flat metallic trays and exposed to dry and hot air in a
convection oven. This process is less efficient, time consuming, and may lead
to uneven drying of granule surfaces.
· A fluid bed drying process involves suspending the granules in a cur-rent of dry and hot air that flows vertically upward through the pow-der bed. This process is usually more efficient but can lead to greater attrition of the granules during drying due to interparticle collisions.
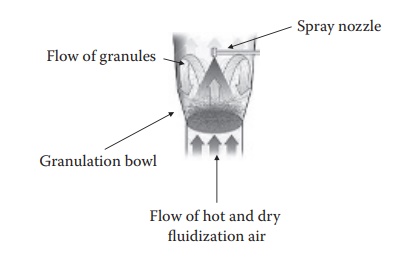
Figure 19.6 Fluid bed process, showing the granulation chamber with the flow
dynamics of granules, granulating fluid spray, and the fluidization air.
An
alternative process for low-shear granulation involves fluid bed granu-lation (Figure 19.6). This process involves spray of water or
binder solution on the powder suspended in a vertical current of dry and hot
air, leading to simultaneous equilibrium processes of wetting, granulation, and
drying of the particles.
The
binder fluid used in wet granulation can be other than water, or it can be a
mixture of water with another fluid. For example, ethanol or hydroethanolic
solutions have been used as binder fluids. The use of non-aqueous fluids places
stringent requirements on the processing plant to con-trol potential explosive
potential and environmental egress of the solvents. Therefore, most, if not
all, modern wet granulation processes use water as a granulation fluid.
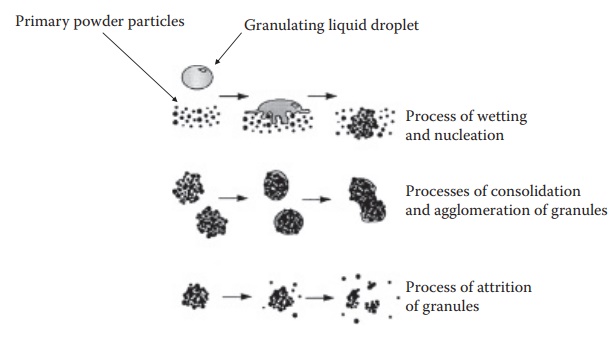
Figure 19.7 An illustration of the mechanisms involved in wet granulation. (From
Iveson, S.M. et al., Powder Technol., 117, 3–39, 2001. With Permission.)
The
mechanism of wet granulation involves four processes (Figure
19.7):
1.
Agglomeration of primary powder particles into coarse
aggregates or granules
2.
Breakage of large aggregates into two or smaller aggregates
due to the shear or impact of collision
3.
Consolidation, involving the densification of granules by
shear and compressive forces leading to reduced porosity of granules
4.
Attrition due to shear forces and interparticle collisions
leading to breakage of particles from the surface of granules
The
important quality attributes of the granules produced by wet granula-tion
include the PSD and density of the granules. These can be modified using
process parameters such as the amount of water and binder, duration and speed
of mixing during granulation, use of a high- or low-shear granu-lator, and the
size of the screen used for sizing the granulation.
Decreasing particle size: Comminution or milling
Comminution,
or milling, is the mechanical process of size reduction of powder particles or
aggregates. Particle size reduction is often also called micronization, which
indicates reducing the size of powder particles to micrometer level in
diameter. A finely divided particulate nature of pow-ders is frequently needed
for their efficient use. In addition to the reduction of size, milling also
changes the shape of the particles toward a spherical shape. This can improve
the cohesivity and flow of powders with needle- or irregular-shaped particles.
Powders of similar particle size flow better and are more likely to show good
uniformity of content when mixed together. Also, dispensing of powders can be
more precise if the powders are of finely divided and of uniform nature.
Techniques for particle size reduction
Based
on the type of equipment employed, comminution may be termed as follows:
· Cutting: For example, extrusion spheronization and hot melt granulation involves cutting a uniform stream of granulation mix into smaller particles that are then rounded off into uniform granules. This may also be necessary for the production of fibrous materials, such as cellulosic excipients, used in pharmaceutical manufacturing.
· Grinding: For example,
colloid mill operates on the principle of
grinding a coarse suspension between static and rotating stones, leading to
the reduction of particle size of suspended particles.
· Trituration: For example, the
manual process of using a pestle and a
mortar to crush and/or mix fine powders together leads to some reduction of
particle size.
· Milling: Several mills are
utilized in the pharmaceutical industry. Depending
on their principal of operation, they may be subclassi-fied as follows:
o Ball mill, which utilized steel balls to
impact powders in a close container.
The size of balls and duration and intensity of impact are the process
parameters that determine the extent of particle size reduction.
o Air jet mill, which utilizes a high-speed stream
of air impacting the powder flowing
through a closed loop. Air pressure and mate-rial flow rate are the key process
parameters in this case.
o Fitzmill, which impacts the powder with a high-speed rotating blade or hammer configuration of steel
rods. Process parameters that determine the extent of particle size reduction,
in this case are the material flow rate and the speed of the mill.
· Comil: This mill operates
on the principle of forcing by scrubbing the
granules through a screen of defined pore size and shape. It is commonly used
for the sizing of granules.
Selection of size reduction technique
Selection
of appropriate techniques for particle size reduction depends on the
characteristics of powders as starting materials, desired particle size of the
milled powder, and their use. Examples of material characteristics that
influence the selection of particle size reduction method include the
following:
·
Strength and
plasticity:
Size reduction of high melting point (which
indicates high strength of their crystalline lattice) crystalline solids
can be carried out using high-impact processing equipment. However, low melting
point solids, such as polyethylene glycols, may not be efficiently processed
using high-impact equipment. The heat gener-ated during processing can lead to
plastic deformation or melting of these solids and compromise the unit
operation. This is also true for materials that are inherently soft or pliable.
In addition, the presence of moisture can frequently increase the plasticity of
materials, leading to difficulty in processing.
·
Brittleness: Powders that
contain highly brittle particles can be eas-ily processed using, for example, a
fitzmill or air jet mill. However, strong particles that are not brittle may
require relatively low effi-ciency and high-impact processing equipment such as
a ball mill.
·
Chemical stability: Particle size
reduction is an inherently high-energy process
that frequently also involves generation of heat. Therefore, powders that are
chemically unstable may not be suitable for one or more of the size reduction
techniques. For example, colloid milling may be preferred over ball mill for
powders that show thermal deg-radation because the presence of the aqueous
suspending medium in the colloid mill helps dissipate the heat generated during
the process.
Related Topics